 Co., Ltd.")

Khi dập khuôn cắt tỉa, nhìn chung sẽ có hiện tượng rơi chip sắt, đặc biệt là xung quanh dao thải của khuôn dưới.
Loại bỏ chip sắt không chỉ ảnh hưởng nghiêm trọng đến chất lượng sản phẩm và độ sạch của khuôn mà còn làm giảm hiệu quả sản xuất.
Phân Tích cho thấy rằng điều này có liên quan đến cạnh cắt không thẳng đứng, sự không phù hợp giữa các bộ phận và Bề mặt khuôn, cắt thứ cấp của cạnh cắt dọc, khoảng cách không hợp lý của cạnh, độ hoàn thiện kém của cạnh, vết cắt thứ cấp của dao phế liệu, Độ cứng của cạnh không đủ, độ xuyên thấu sâu của cạnh và thiết kế không hợp lý của quy trình khuôn.
Các biện pháp kiểm soát cho việc này là:
1. Vật liệu sắt được tạo ra tại vị trí dao phế liệu
Sắt phế liệu chủ yếu là do quá trình chết tại vị trí dao phế liệu.
Các biện pháp như sau: thay đổi hình dạng của chất thải cắt khuôn trên 10mm trước mép, biến nó thành hình dạng của cạnh đột phá và làm trống cạnh chất thải khuôn dưới.
2. tấm không có hình dạng và khoảng cách lưỡi dao không hợp lý
Các biện pháp cần thực hiện là sử dụng các bộ phận bản vẽ op10 để khóa cấu hình của từng bộ phận của khuôn cạnh, sửa chữa các khoảng trống cạnh trên và dưới và điều chỉnh độ sâu thâm nhập.
3. Cắt cạnh
Khi cắt cạnh, để cải thiện chất lượng của phần và tuổi thọ của cạnh, có thể áp dụng ba biện pháp sau:
1) miếng phi lê của cạnh cắt Phải Lớn hơn miếng phi lê của miếng cắt 3mm, để đảm bảo rằng khi khuôn trên và dưới được đóng hoàn toàn, cạnh cắt tỉa được cắt thành 1-3mm, và quá trình chuyển đổi chậm.
2) cạnh thẳng đứng của cạnh cắt của khuôn trên và cạnh thẳng đứng của miếng cắt nằm ở góc 10 °.
3) lắp khối dẫn hướng càng xa càng tốt để loại bỏ lực bên trên cạnh.
4. Thiết kế quy trình khuôn
1) việc sử dụng hai hoặc nhiều cắt tỉa.
Ưu điểm của việc sử dụng biện pháp này là: Khoảng cách cạnh cắt là hợp lý, sẽ không tạo ra gờ và sắt cắt, dễ dàng loại bỏ chất thải, chất lượng của các bộ phận ổn định và hiệu quả sản xuất cao.
2) cắt tỉa tổng thể của toàn bộ bên.
Ưu điểm của việc sử dụng biện pháp này là: Khoảng cách cạnh cắt là hợp lý, sẽ không tạo ra gờ và sắt cắt, dễ dàng loại bỏ chất thải, chất lượng của các bộ phận ổn định và hiệu quả sản xuất cao.
3) cắt tỉa khu vực tách trung tâm của hai mảnh.
Bản gốc trong quá trình sản xuất, thông qua lõi vật liệu ép khuôn trên và cú đấm khuôn dưới với độ nén của tấm, lưỡi cắt chất thải chết trên và dưới với việc thực hiện tách chất thải.
Thay vào đó, chất thải ở giữa được cắt bỏ bởi con dao đột phá cưỡng bức của khuôn trên và cắt bỏ bởi cạnh cắt của khuôn lồi và lõm ở cả hai bên để đạt được sự phân tách chất thải cuối cùng.
Bằng cách này, không gian xả chip thải khuôn thấp hơn lớn và chất thải Dễ xả.
Nhận xét ngắn gọn: khi chúng tôi nhấn mặt bích trống và các bộ phận khác, chúng tôi cũng sẽ tuân thủ một số kỹ năng nhất định để tránh tạo ra chip thải, để kiểm soát chi phí và cung cấp cho khách hàng mức giá ưu đãi.
 Trống xếp hạng liên hợp quốcApril 20, 2023Kể từ ngày 1 tháng 1 năm 1991, tất cả các hàng hóa nguy hiểm trong vận tải hàng không quốc tế và quốc tế hoặc nội địa được yêu cầu phải có trong bao bì hiển thị dấu "Un". Dấu hiệu cho biết...view
Trống xếp hạng liên hợp quốcApril 20, 2023Kể từ ngày 1 tháng 1 năm 1991, tất cả các hàng hóa nguy hiểm trong vận tải hàng không quốc tế và quốc tế hoặc nội địa được yêu cầu phải có trong bao bì hiển thị dấu "Un". Dấu hiệu cho biết...view The introduction of silver foil - 翻译中...July 24, 2023Abstract:A hot stamping material made of metal aluminum directly rolled into thin sheets, the hot stamping effect is similar to that of pure silver foil, so it is also called false silver foil. Due to...view
The introduction of silver foil - 翻译中...July 24, 2023Abstract:A hot stamping material made of metal aluminum directly rolled into thin sheets, the hot stamping effect is similar to that of pure silver foil, so it is also called false silver foil. Due to...view Liner bag for 210L open drum - 翻译中...June 10, 2023There is no need to clean the inside of the barrel, and the contents are easy to take out by opening the lid, which is hygienic. The liquid items in the drum can be used more efficiently. Product feat...viewNguyên nhân và biện pháp đối phó biến dạng lõm của Thân trống thép trong quá trình sản xuất-4July 1, 2022Forth, cải thiện cấu trúc của trống thép và tăng cường sức mạnh của trống thép. để tăng cường sức mạnh của thân thùng thép và giảm sự tạo ra các vết lõm, STR ban đầu...view
Liner bag for 210L open drum - 翻译中...June 10, 2023There is no need to clean the inside of the barrel, and the contents are easy to take out by opening the lid, which is hygienic. The liquid items in the drum can be used more efficiently. Product feat...viewNguyên nhân và biện pháp đối phó biến dạng lõm của Thân trống thép trong quá trình sản xuất-4July 1, 2022Forth, cải thiện cấu trúc của trống thép và tăng cường sức mạnh của trống thép. để tăng cường sức mạnh của thân thùng thép và giảm sự tạo ra các vết lõm, STR ban đầu...view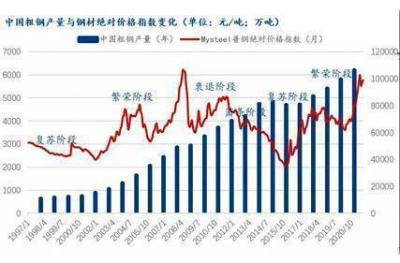 Biến động của giá thép liên quan đến chu kỳ phát triển kinh tếJune 30, 2022Sự phát triển và thay đổi của mọi thứ không thể tách rời khỏi chu kỳ. Trong điều kiện kinh tế thị trường, quy luật phát triển kinh tế có ý nghĩa rất lớn để nghiên cứu những thay đổi của thị trường...view
Biến động của giá thép liên quan đến chu kỳ phát triển kinh tếJune 30, 2022Sự phát triển và thay đổi của mọi thứ không thể tách rời khỏi chu kỳ. Trong điều kiện kinh tế thị trường, quy luật phát triển kinh tế có ý nghĩa rất lớn để nghiên cứu những thay đổi của thị trường...view Basic properties and advantages of water-based UV coatings - 翻译中...July 17, 2023Basic performanceWater-based UV coatings mainly include water-based UV resins, photoinitiators, additives and colored coatings. Among all the components, the water-based UV resin has the greatest impa...view
Basic properties and advantages of water-based UV coatings - 翻译中...July 17, 2023Basic performanceWater-based UV coatings mainly include water-based UV resins, photoinitiators, additives and colored coatings. Among all the components, the water-based UV resin has the greatest impa...view
 EN
EN
 ko
ko  fr
fr  de
de  es
es  it
it  ru
ru  pt
pt  ar
ar  vi
vi  th
th 


